
【焊管】 镀锌圆管厂家精选
更新时间:2025-05-29 03:25:32
Tags: 焊管



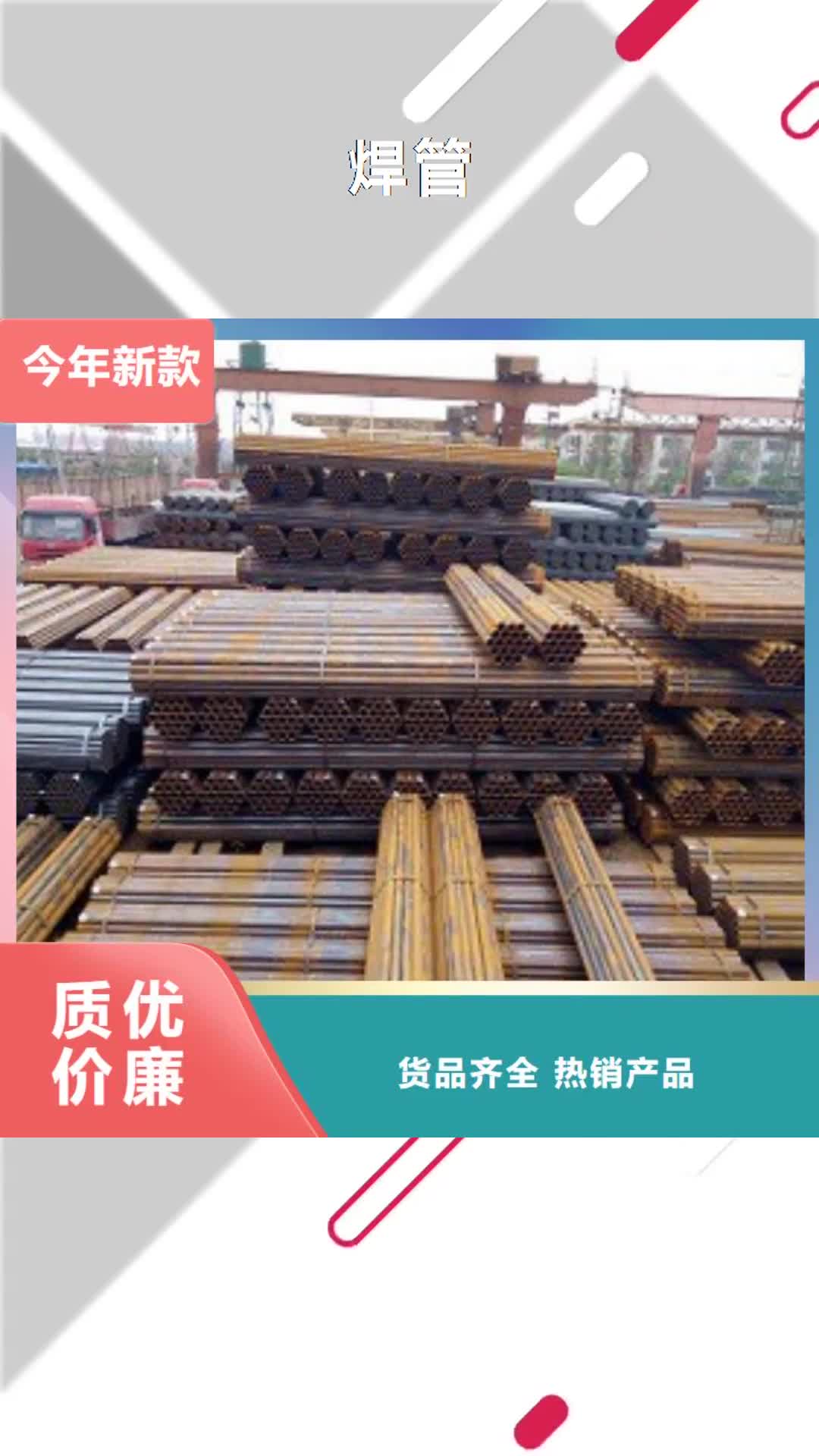
焊管的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |

在寻找可靠的焊管时,您是否希望找到一家既有深厚制造经验又具备高度本地度的企业?【亿铭泰
(南平市分公司)hjgs1359-30】正是您的不二之选。厂家直销,质保三年。联系人:隋经理,地址:大邱庄。

冷拔加工钢管正是发生了加工硬化。冷拔时金属发生塑性变形,晶体内部有多个滑移系启动,位错运动彼此拦截,许多位错被钉扎住,造成位错塞积,同时位错源停止动作。上述一系列过程导致了位错的可动性降低,晶体中的位错密度显著增加。当塑性变形进一步发生,应力增加并足以使钉扎的位错开始运动,螺位错交滑移,刃位错不能交滑移,这样发生位错交截,使不动阶数增加。所以,通过冷拔加工金属内部位错密度增加,位错可动性降低,既难于产生位错又难于移动位错,因而金属材料硬度、强度提高。这就是冷拔加工的金属学原理力学原理冷拔时钢管在力的作用下通过一定形状、尺寸的模具,发生塑性变形。目前,在生产中的拔制方法大致可分成3种:缩径拔管、减外壁拔管和减内壁拔管,冷拔时,钢管在拉拔力、正压力和摩擦力的作用下,发生相应的变形,大都经过缩径、减壁和定径3个阶段,而且变形区内部产生相应的应力,其中轴向为拉应力,径向和周向为压应力,拔管过程中金属处于一向拉和两向压应力状态,这是冷拔管变形过程的基本力学特征。,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对

大口径直缝焊管主要生产流程说明: 1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验; 2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状; 3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率; 4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形 5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接; 6.内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接; 7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;

过去,精密电焊管主要采用直流即和方皱焊生产。由于直流煤电篦平稳,焊接內毛朝小,更符合小口径精密管的要求。因此,国外多采用,直流焊。但是,直蓖焊的电气系统和焊接装置結构复杂,维修困难,费用高,而且焊接系统调整复杂,不易掌握。 方波煤是在直流焊的基础上再经过变流装置产生方波电流和电压,通过可旋转输出变压器和与直流焊相似的1对直径为610mm的电极轮系统进行焊接。与直流焊相比,整个系统仍很复杂,在使用、操作和维修方丽,并无大的改善。而且,虽比通常的低频焊好,焊缝质量仍不如直流焊。 高赖焊是一种的爆接方法,其特点是热量集中、學接照度高、电气系统和焊接工具结构相对简单、操作及调整易于掌握、维修方便、工具二改投入小、生产成本低。国外早已用高频焊接生产高要求的演井臂.








大家都爱看





